Беттікті шыңықтыру
Дәрістің жоспары
1. Мартенситке шыныққан болаттардың қасиеттері
2. Шынықтыруды өткізу шарттары (қыздыру мен суыту)
3. Шынықтыру кезіндегі ішкі кернеулер
1. Көміртекті және легірленген болаттарды шынықтыруға мартенситті құрылымды алу үшін береді. Болатты шынықтыру операциясы Ас3 жоғары 30 – 50 °С температурасында (эвтектикаға дейінгі болатар үшін) және Ас1 жоғары 30 – 40 °С температурада эвтектикадан кейінгі болаттар үшін.
Шынықтыруды беру – жоғарғы қаттылықты және жоғары беріктікті алу. Шынықтырудан кейінгі болаттардың қатты беріктігі мартенсит пластикалық деформацияға қатты қарсы тұрумен ие болатынын анықтайды. Мартенситті беріктендіруде аса қажетті рольді көміртегі алады. Мартенситтің қаттылығы неғұрлым жоғары болса, соғұрлым оның құрамындағы көміртегі жоғары болады. (6 сурет).
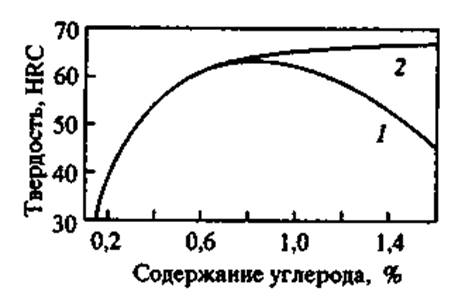 |
Рисунок 6 – Твёрдость закалённой стали (1) и мартенсита (2)
в зависимости от содержания углерода
Көміртекті болаттарды шынықтыру кезінде сонымен қатар иілімділіктің төмендеуі мен нәзік сынуға қарсы тұру болады. Жоғарғы ішкі кернеулердің болуы аустениттік дәндердің шекараларында жүзеге асатын шынықтырылған болаттардың микрожарықшақтарға жоғарғы қабілеттілігін түсіндіреді.
Неғұрлым болат құрамымен күрделі болса, соғұрлым шынықтырумен қыздыру температурасы жоғары болу қажет.
2. Көбінесе шынықтырумен қыздыруды максималды жылдамдықпен өткізеді. Жиірірек қажетті температураға дейінгі қыздырылған пешке бұйымдарды салады немесе индукциялық қыздырумен. Төменгі жылу өткізгіштігі бар жоғарғы легірленген болаттардан жасалған бұйымдардыішкі кернеулерді жою үшін сатылы режиммен қыздырады. Егер шынықтыру кезінде, бұйымдарды қажетті температураға дейін толық қыздырса, онда шынықтыру көлемді деп аталады. Егер бұйымның беттік қабаттарын тек Ас3 жоғары қыздырылса, онда шынықтыру беттік деп аталады.
Шынықтыру кезіндегі суыту бұйымның қажетті қалыңдығында мартенситті құрылымды қамтамасыздандыру қажет. Екінші жағынан шынықтыру кезіндегі суыту жарықшақтардың пайда болуына және сырықтарды пайда болғызатын жоғарғы ішкі кернеулердің болуына әкеп соқпауы керек.
Суытуды шынықтырудың критикалық жылдамдығының минималды тұрақтылығының температуралық интервалына қарағанда жоғарғы жылдамдықта өткізу қажет. Мартенситті интервалда пайда болатын ішкі кенрнеулерді жлю үшін оны төмендету керек. Шынықтыру кезінде идеалды қисық 7 суретте көрсетілген.
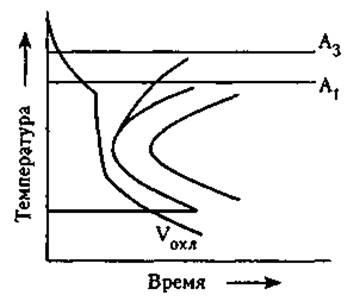 |
7 сурет – шынықтыру кезіндегі суытудың идеалды қисығы
3. Шынықтыруды өткізу бұйымның жарықшықтары пайда болу және шынықтыру жарықшақтардың пайда болуына әкеп соғатын жоғарғы ішкі кернеулердің пайда болуымен байланысты болады.
Шынықтыру кернеулеріне кіретіндер:
- термиялық кернеулер, олардың пайда болу себебі бұйымның ортасын және беттік қабатының суытылуы әркелкі болуынан;
- құрылымдық кернеулер, олар бұйымның қимасынан фазалық ауысулар әркелкі болғандықтан.
Шынықтыру кезінде суыту жылдамдығы бұйымдардың беттігі мен орталарында әртүрлі болғандықтан, олар жылулық сығуды әртүрлі шыдайды және термиялық кернеулерді береді. Суытудың бірінші периодында тезірек беттік қабаттардың температурасы өзгереді. Дегенмен олардың сығылуы бос болып өтпейді, өйткені бұған бұйымның ортасы кедергі болады. Беттік қабаттар созылған болып табылады, яғни оның ішінде созылатын кернеулер пайда болады. Ортаңғы қабаттар бұндай жағдайда қысылған кернеулерді береді.
Беттік қабаттардың температурасының төмендеуімен олардың суыту жылдамдығы төмендейді. Кейдір жағдайларда ортаңғы қабаттардың суытылуының интенсивтігі беттіктерге қарағанда жоғары болып келеді. Бұл олардың тез қысылуын анықтайды, бұл беттік қабаттар кедергі болады. Бұйымдардың қималары бойынша ішкі кернеулерді орналастыру сипаттамасы өзгереді: беттік қабаттар қысу күйінің астында қалады, ал орташа - созылатын.
Неғұрлым қыздыру температурасы жоғары болса, және суыту неғұрлым интенсивті болса, соғұрлым термиялық кернеулердің деңгейі жоғары болады. Бұйымдардың қималарының өлшемдерінің үлкеюі және пішінінің күрделілігі сол эффектпен қамтамасыздандырылады. Термиялық кернеулердің көлеміне болаттың құрылымы әсер етеді. Оның жылу өткізгіштігінің жоғарылауы мен көлемдік үлкеюдің температуралық коэффициентінің төмендеуі термиялық кернеулердің деңгейі төмендейді.
Құрылымдық кернеулердің деңгейіне болаттағы көміртегі мен легірленген элементтер әсерін тигізеді. Мартенситтегі көміртегінің мөлшерінің жоғарылауы тұтқыр көлемнің аса өзгеруімен және аса жоғарғы кенеклердің пайда болуымен қамтамасыздандырылады. Неғұрлым қалдық аустенит көп болса, соғұрлым шынықтыру кезінде көлем өзгереді, онымен қатар құрылымдық кернеулердің деңгейі төмен.
Болатты шынықтырумен бір уақытта термиялық дәне құрылымдық кернеулер пайда болады. әртүрлі факторлардың әсер етуінен олар суммалануы мүмкін немесе бірдей саналып шығарылады. Беттік қабаттарда қысылған және созылатын кернеулер пайда болады.
Көлемдік шынықтырудың әдістері (1 сағат)
Дәрістің жоспары
1. Үздіксіз шынықтыру
2. Суытылатын шынықтыру
3. Екі ортада шынықтыру
4. Сатылы шынықтыру
5. Изотермиялық шынықтыру
1.Термиялық өңдеудің практикасында мартенситке әртүрлі шынықтырулар береді, олар ішкі кернеулердің азаюына әкеледі және шынықтыру ақауларының пайда болуын жояды.
Ең қарапайым және кең таралған болып үздіксіз шынықтыру болып табылады (8 сурет, 1 қисық). Аустенизацияның температурасына дейін қыздыру бұйымды шынықтыру сұйығына салады, ол онда толық суытуға дейін қалады. Бұл әдісті қарапайым пішінді көміртекті және легірленген болатты бұйымдарды шынықтыруда қолданылады. Бүнда көміртекті 2-5 мм болаттар үшін шынықтыру ортасы болып су табылады, ал аз өлшемді және көптеген легірленген болаттар үшін шынықтыру ортасы болып май табылады.
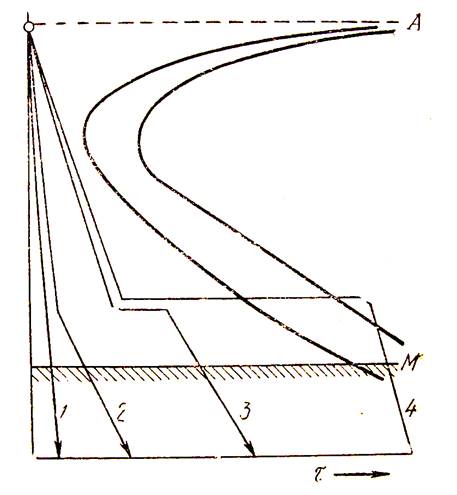 |
8 сурет – Кривые охлаждения для различных способов закалки, нанесенные
на диаграмму изотермического распада аустенита:
1- закалка в одном охладителе; 2- прерывистая закалка в двух средах;
3- ступенчатая закалка; 4- изотермическая закалка.
Бұл әдісті сонымен қатар механизирленген шынықтыруда қолданылады, бұйымдар пештен автоматты түрде шынықтыру сұйығына түскен кезде. Сонымен қатар шынықтыру сұйығының циркуляциясын немесе бұйымдардың үздіксіз орын ауыстыруын қамтамасыз етеді.
2. Ішкі кернеулердің азаюы үшін суытылуы бар шынықтыруды пайдаланылады. Қызған бұйымды шынықтыру сұйық ортаға бірден салмайды, аз уақыт ауада суытады. Бұнымен қатар суыту суытылған аустениттің диффузиялық тарауын еске алуы тиіс. Суыту температурасын суытылған аустениттің тарауының изотермиялық және термокинетикалық диаграммаларын қолданып алуға болады, содан кейін тәжірибелік анықтауға болады.
3. Екі ортада шынықтыру сонымен қатар ішкі кернеулердің азаюына әкеледі. Аустенизациялауджан кейін бұйымдарды ең алдымен қабілеттілігі жоғары ортада суытады. Содан кейін бұйымдарды суытылу қабілеттілігі аз ортаға апарады. Бұл мартенситті интервалда суыту жылдамдығын төмендетуге мүмкіндік береді және ішкі кернеулердің деңгейін төмендетуге мүмкіндік береді. Ағынды шынықтыру бұйымдарды сумен шапшыратуда нәтижеленеді және оны әдетте бөлшектің бір жағын шынықтыруда қолданылады. Бұндай әдісте булы көйлекше пайда болмайды, ол сумен шынықтыруға қарағанда өте терең қалыптандыруды қамтмасыздандырады.
4. Ішкі кернеулерді төмендету сатылы шынықтыру мүмкіндік береді. бұйым шынықтыру ортасында суытылады, оның температурасы берілген болат үшін мартенситті нүктеден жоғары температурада өтеді. (8 сурет, 3 қисық)
Ұстау әдетте бұйымның қимасы бойынша температураның біркелкілігін қамтамасыздандырады, бірақ бұнда ол таңдалған температурада суытылған аустениттің инкубациялық периодының ұзақтығынан аспауы қажет. Ұстаудан кейін бұйымды баяу суытады (әдетте ауада).
Ыстық ортада ұстау кезінде термиялық кернеулерді релаксирленеді. Суытуды екі сатыға бөлу бірінші реттің ішкі кернеулерін азайтады, сондықтан шынықтыру дефорамациясы да төмендейді.
Сатылы шынықтыру бейниттік ауысудың тмператураларында суытылған аустениттіңжоғарғы тұрақтылығын ұстайтын болаттарға қолданылмалы. Жиі оны жоғарғы көміртекті хромды болаттар үшін қолданылады. (ХВГ, ШХ15, 9ХС). Қорытылған селитрлерде суыту сәйкесінше баяу өтеді, сондықтан сатылы шынықтыруға үлкен емес қималы құрал-саймандарды және бұйымдарды өткізуге болады.
Дегенмен сатылы шынықтыруды қолдану бұйымның қимасының шекті өлшемімен шектеледі. Ыстық, сонымен қатар баяу суытатын орталар ірі қималар үшін шынықтырудың критикалық жылдамдығын алуға мүмкіндік бермейді. Сондықтан көміртекті болаттар үшін сатылы шынықтыру диаметрі 10-12 мм бұйымдар үшін қолданылады, ал легірленген үшін 20-30 мм.
Шынықтыру ортасы ретінде қорытпалы тұздарды қолданылады.
Толық қалыптандыруды аса қажет етпейтін кейбір бұйымдар үшін өз бетімен босаңдататын шынықтыру қолданылуы мүмкін. Қыздырылған бұйымды шынықтыру ортасында толық емес суытуда өткізеді. Ол бұйымның ортасы жылудың кейбір мөлшерін сақтайды. Осы жылудың мөлшерімен беттік шынықтырылған қабаттар қыздырылады, және олардың босаңдатылуы өтеді. Мұндай термиялық режимде бұйымның ортасы шынықтырылмағандықтан, ол беттік қабаттарға қарағанда аса төмен қаттылықты иемденеді.
Өз бетімен босаңдатылатын шынығуы жиі ұрумен жүк түсірумен жұмыс істейтін құрал-саймандармен қолданылады, олардың беттік қабаттарының жоғарғы қаттылығы тетіктің жоғарғы тұтқырлығымен сәйкесуі қажет. Аустенизациядан кейін сұйық шынықтырғыш ортаға тек құрал-сайманның бір жағын салады. Нақты ұстаудан кейін құрал-сайманды сұйықтан алады, және шынықтырылған жұмыс бөлігі ыстық хвостовиктің есебімен салынады.
5. Изотермиялық шынықтыру (сурет 8, г) сатылы сияқты орындалады, бірақ ұстау шынықтыру ортасында аса ұзақ. Мұндай ұстауда бейниттің пайда болуымен аустениттің таралыу жүзеге асады. Әдетте аустениттің изотермиялық таралуының температурасы 250 – 350 °С интервалында жатады. Изотермиялық таралудың нәтижесінде температураның осы шегінде болат шынықтырудың әртүрлі әдістеріне қарағанда аз қаттылыққа ие болады, бірқ әдетте жоғарғы тұтқырлықпен.
Шынықтыру ортасында ұстаудың ұзақтылығы аустениттің берілген тмпературада ауысу уақытымен анықталады. Көп жағдайда изотермиялық шынықтыруға легірленген болаттарды береді.
Суыту орталары ретінде сатылы және изотермиялық шынықтыруда балқымалы тұздарды қолданылады (мысалға, 55 % KNO3 и NaNO2) немесе балқытылған щёлочтар (20 % NaOH және 80 % KOH).
Шынықтырудың арнайы түрлері (1 сағат)
Дәрістің жоспары
1. Суытуымен өңделетін шынықтыру
2. Деформациясыз шынықтыру
1.Көптеген болаттарда, мысалы жоғарғы көміртекті, мартенситті интервалдың бөлігі бұрыс температуралардың облысында болады. Сондықтан бөлме температурасына дейін суытылатын шынықтырудан кейін олардың ішінде қалдық аустениттің жоғарылатылған мөлшері сақталмайды. Қалдық аустениттің мөлшерін шынықтырылған болатты бөлме температусынан суытып төмендетуге болады. Мұндай өңдеу суықпен өңдеу деп аталады.
Суықпен өңдеу үшін температураны таңдау үшін Мк мартенситті нүктенің жағдайын еске алу қажет. Көптеген өндірістік болаттар үшін суытудың оптималды температурасы 70…-80°С төмен болады.
Суықпен өңдеуде қалдық аустениттің мөлшерінің азаюы шынықтырылғанг болаттың қаттылығынығ өсуімен жүзеге асады, ол цементтелген бұйым мен құрал-сайманның тозуға төзімділігін жоғарылатуға мүмкіндік береді. суықпен өңдеуді қолдануда оның ішкі кернеулерінің жоғарылауын және оның кейбір жағдайда жарықшақтардың пайда болуын еске сақтау қажет.
2.Болаттардың шынықтырылуы олардың көлемдерінің жоғарылауымен жүзеге асады, атап айтқанда шынықтырылған бұйымдардың өлшемдерінің өзгеруімен.
Неғұрлым болатта көміртегі мөлшері көп болса, соғұрлым мартенсит пен аустениттің арасындағы көлемде үлкен айырмашылық болады.
Кейбір нақты бұйымдардың термиялық өңдеуі кезінде олардың өлшемдерін минимумге азайтқан дұрыс болады. Аустенит мартенситке және ферритті-карбидті құрылымға қарағанда көлемі төмен болғандықтан, онда шынықтырылған болаттың құрылымында аустениттің көлемдік бөлігін өзгертумен мартенсит пен қалдық аустенитің арасында мөлшерлік қатынас анықтауға болады, бұнда оның орташа көлемдік көлемі феритті-карбидті құрылымға тең болып табылады. бұндай жағдайда шынықтыру бұйымның өлшемдерінің өзгеруіне алып келмейді. Мысалы, 0,8 % С болатының шынықтырылуы кезінде оның өлшемдерінің өзгеруіне соқтықпау үшін онда 35 пайыз қалдық аустенитті алу қажет. Бұл болаттың қарапайым шынығуында қалдық аустениттің мөлшері бірнеше пайыздан аспайды.
Шынықтыру кезінде бұйымдардың өлшемдерін өзгертпеу тәсілі – мартенситтік интервалда баяу суытуды қолдану, бұл мартенстің өз бетімен босаңдатуының процестерін аса жүзеге асыру үшін. Бұл мартенситтегі көміртегінің азаюына және оның көлемінің төмендеуіне әкеледі.
Деформациялық шынықтырусыз режимджерін жүзеге асырған кезде еске алу қажет: қалдық аустениттің мөлшерінің жоғарылауы шынықтырылған болаттың төмендеуіне алып келеді. Сондықтан әрбір нақты жағдайда бұндай өңдеуді қолдану қажеттігін анықтау қажет.
Шынықтырылған болатты ұстау (1 сағат)
Дәрістің жоспары
1. Ұстау кезіндегі болаттың механикалық қасиеттерін өзгерту
2. Ұстау кезінде болаттардың нәзіктігі
1. Босаңдату дегеніміз – шыныққан болатты Ас1 критикалық нүктесінен төмен температурасынан қыздыру, ұзақ ұстауды берілген температурада және ауада суыту.
Шынығудан кейін болатты бұйымдар кереулік күйде болады. Құрлымы әртекті болып шығады, ал қасиеттері аса жоғары емес. Сонымен қатар қаттылық та максималды болмайды, шыныққан бұйымдар әрдайым сыңғыш нәзік болады. Шыныққан эвтектикаға дейінгі болттың микроқұрылымы мартенсит және қалдық аустенит болады. Эвтектикадан кейінгі болаттың микроқұрылымы карбидті топтың болаттарының мартенситтен тұрады, аса көп мөлшер қалдық аустнеттікі және бірінші және екінші текті карбидтер. Шыныққан болаттардың құрылымы мен қасиеттері тұрақты емес, олар баяу өзгереді. Сондықтан шыныққан бұйымдарды босаңдату барлық жағдайда міндетті операция болып тбылады. Босаңдатуды тез арада шынықтырудан кейән өткізу керек.
Босаңдатудың негізгі мақсаты қажетті микроқұрылым мен қасиеттерді алу болып табылады. бір уақытта бұл процесте болаттағы ішкі кернеулердің азаюы басталады, құрылымның, қасиеттер мен өлшемдердің тұрақтылығы басталады.
Көміртекті болаттар ондағы көміртегінің мөлшерінен тәуелсіз босаңдату кезінде қаттылықтың өзгеруінің бірдей сипаттамасына ие болады. (9 сурет).
Босаңдатудың төмен температураларында (150 – 200 °С дейін) болаттың қаттылығы өзгермейді, ал содан соң температураның жоғарылауымен баяу төмендейді. Жоғары легірлегне болаттарда қаттылықтың төмендеуі төмен температураларда басталады, төмен легірленгенге қарағанда.
Неғұрлым болатта көміртегі көп болса, соғұрлым бірдей температурада босаңдатудан кейін оның қаттылығы жоғары болады.
Төмен температуралардағы босаңдату (200 – 250 °С дейін) босаңдатылған мартенситтің құрылымын талдаумен жүзеге асады.
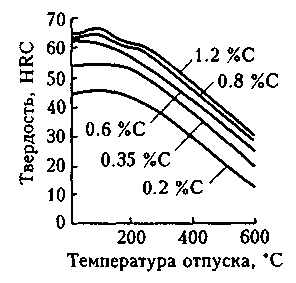 |
Рисунок 9 – Зависимость твёрдости стали от температуры отпуска
200 – 300 °С температурасындағы босаңдату қалдық аустениттің дырауына әкеледі. Босаңдатудың темпераурасының жоғарылауымен 400 – 450 °С қаттылықтың төмендеуі α- қатты қорытпада көміртегінің концентрациясының төмендеуімен байланысты, карбидті шығулардың когеренттіліктің бұзылуынан және микрокернеулерді шешумен, карбидті бөлшектердің іріленуімен байланысты. Босаңдатудың аса жоғары температураларында көміртекті болаттардың беріктенуі негізінде карбидтердің коалесценциясымен, ферритті матрицада дислокациялардың қайта құрылуы мен аннигиляциясымен анықталады.
Босаңдату кезінде механикалық қасиеттердің өзгеруінің келесі жалпы заңдылығы сипатталады: босаңдатудың температурасының жоғарылауымен аққыштық шегі және беріктігі төмендейді.
Жалпы жағдайда көміртегінің мөлшерінің жоғарылауы (0,40 – 0,45 % шегінде) беріктік сипаттамаларының жоғарылуымен сипатталады және төмен босаңдатылған болатардың иілімділігі мен тұтқырлығымен сипатталады. Беріктік шегінің жоғарылауымен тозуға төзімділіктің шегі анықталады.
Босаңдатудың температурасының жоғарылауымен аз және орташа көміртекті легірленбеген болаттардың беріктігі мен аққыштық шегі төмендейді 250 – 300 °С шегінде. Иілімділік пен тұтқырлығы босаңдатудың 300 – 400 °С температурасында тез өседі.